焊工艺过程的设计方案解析
1.2 闪光对焊时序分析
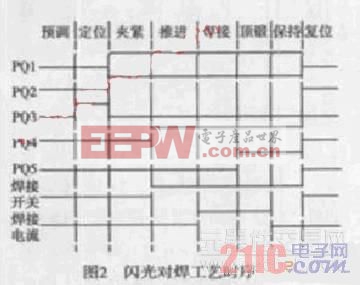
由于执行机构部件较多且各部件动作存在时序性,故先做出工艺时序图,便于时序分析。闪光对焊焊接过程可概括为:预调—定位—夹紧—推进—焊接—顶锻—保持—复位等几个阶段。如图2所示为闪光对焊工艺过程时序图。
2 PLC控制过程的实现
2.1 PLC型号的选择
PLC,即可编程控制器是以自动控制技术、微计算机技术和通信技术为基础发展起来的新一代工业控制装置,目前已广泛应用于机械、冶金、化工、焊接等各个领域。根据闪光对焊焊接工艺要求及价格等诸多因素,在此选用了欧姆龙公司生产的CPM1A系列的PLC,该系列主机按I/O点数分为10点、20点、30点和40点四种。实验中选择了30点的PLC主机,电源类型为DC24,晶体管输出。该种机型设有18个输入点(00000~00011,00100~00105),12个输出点(01000~01007,01100~01003),其结构紧凑、功能性强,具有很高的性价比,适合于小规模控制。
1
2

加入微信
获取电子行业最新资讯
搜索微信公众号:EEPW
或用微信扫描左侧二维码