将IC注塑到一个连接器或消耗品内
摘要:注塑是将集成电路(IC)嵌入到医疗传感器或者消耗品中的常见方法。这篇应用笔记讨论了在选择塑料材质时应特别注意的事项。同时也讨论了在注塑过程中应严格控制温度以避免连接IC和基座的焊膏发生融化或液化。本文列举了多种注塑材料,解释了为什么并不是所有材料都能满足医疗设备杀菌过程的要求。仅有少数几种杀菌方式能同时兼顾注塑材料和IC的特性。文中还列举了在消耗品中完成IC注塑的例子。
引言
在医疗传感器、消耗品及线缆中嵌入集成电路(IC)已屡见不鲜。这项技术的概念及优势已得到广泛认知1。但是,仅有少数几家公司掌握了相关的制造技术并且能够根据应用选择适当的注塑材料。本文介绍了注塑过程以及关键的温度参数,探讨了如何为具体应用选择适合的注塑材料。
什么是注塑?
注塑是强制融化了的注塑材料通过一个喷口注入到塑模腔的过程。塑模腔起初可以是空腔,也可以包含由注塑材料包围的物体。图1所示为简化的注塑机示意图2。注塑材料以颗粒状进入注塑机,然后通过螺旋状活塞将颗粒传送至一个连接到喷口的加热管道,沿管道方向通常有三个加热区域,称为后区、中区和前区。前区邻近喷口,是温度最高的部分。在注入喷口途中,注塑颗粒逐渐融化并且密度均匀,在高压下它们被注入到塑模腔,随后注塑材料被迅速冷却硬化。之后打开塑模腔,即可取出注塑好的物体,进行下一次注塑操作。注塑材料的数据资料将会给出注塑过程条件下的区域以及塑模温度要求。
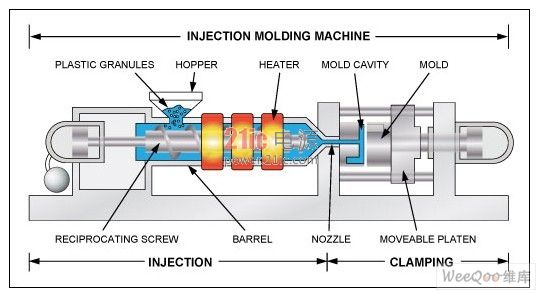
图1. 注塑机典型结构
关键温度
除了压力和填充速度外,温度也是注塑过程的关键参数,温度对注塑物体来说也很重要。IC本身可以在短时间内承受最高300°C的高温而不会损坏。如果被塑封的IC通过引线连接到基座(电路板)或该IC采用带有弯曲引脚的塑料封装,或其封装是带有裸焊盘的SFN封装时3,允许出现300°C的高温。但如果IC芯片焊接到电路板上,那么注塑温度将与IC封装是否含铅(Pb)有关。无铅IC (塑料封装或管芯焊球,也称倒装芯片、UCSP?或WLP)需要无铅焊剂,熔点温度约为217°C。传统的塑料封装IC或是符合RoHS标准的管芯焊球需要标准焊剂(Sn/Pb 63/37),其熔点温度约为183°C。熔点温度不可与回流箱温度设置混淆,对无铅产品来说回流箱温度设置在235°C,而标准产品设置在215°C。
正确选择注塑材料
大约有30,000种不同类型的注塑材料可供选择4,找到一种合适的注塑材料似乎并不容易。然而,一旦了解了不同材料的特性,这项任务就变得轻松了5。
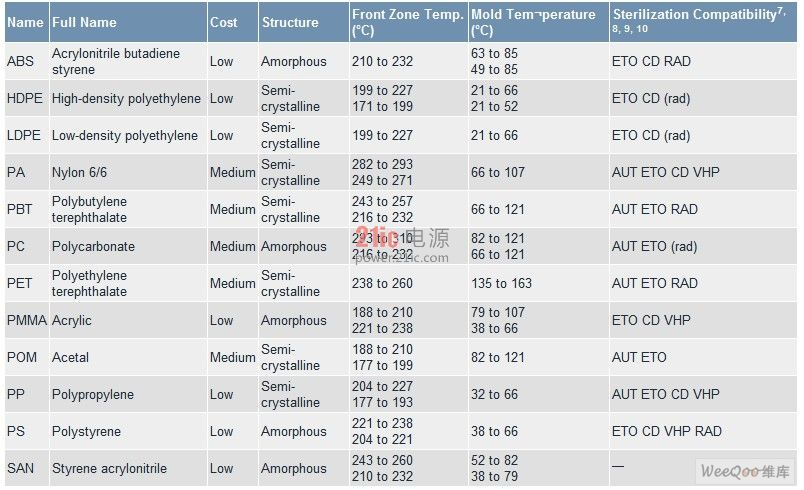
市面上有热凝性塑料,它们只能一次性加热并通过注塑机。环氧树脂,一种常见的IC封装塑料就是这种热凝性塑料。一旦进入处理流程,无论外界温度多少,热凝性塑料都将保持固体状态。市面上也有一些热融性塑料,加热后即可融化。热融性塑料具有无定形或半晶体结构,这些结构将影响它们的稳定性、化学性质/抗腐性6, 7,这些结构也决定了它们是否适合某种杀菌方式。表1列举了注塑可用的塑料材质。
表1. 常用的注塑塑料材质
说明:
AUT:非常适合高压灭菌场合的材料。
ETO:非常适合乙烷灭菌场合的材料。
CD:非常适合二氧化氯消毒灭菌场合的材料。
VHP:非常适合汽化过氧化氢灭菌场合的材料。
RAD:非常适合伽马射线或电子束灭菌场合的材料。
(rad):这种材质的特性会改变,比如在伽马射线或电子束环境下,这种材料会褪色。
上表中的温度数据取自RTP公司网站11。随着压力和注塑温度的不同,每种材料又有不同的变体。其它的供应商也可提供相同类型的塑料材料,但处理要求略有不同。诸如加强纤维、干粉颜料、阻燃复合物、导电增强剂之类的添加剂也会影响到注塑处理流程。作为一个基本原则,用户应根据注塑流程规定的喷口温度或前区温度要求来选择合适的塑料材质。如果注塑温度是183°C,那么可选择的塑料材质将很有限。如果是217°C,表1中多数材料都可以使用。诸如尼龙(PA)或聚苯二甲酸乙二醇酯(PET)这类材料,只能用于IC没有焊接到基板的情况下。注塑材料在注塑腔内迅速冷却,总之,用户应当确保当塑料材质进入注塑流程后,其环境温度不会超出关键温度要求。
杀菌要求
医疗产品通常需要灭菌,在产品有效使用期限内,这样的过程通常会有一次或多次。常见的灭菌方法有:高压灭菌、乙烷(ETO)灭菌、二氧化氯(CD)消毒灭菌、过氧化氢(VHP)杀菌、过氧化氢等离子灭菌、以及伽马射线或电子束灭菌。表1中的灭菌过程的兼容性信息摘自不同出版物。过氧化氢等离子灭菌的相关报告在编写本文时并未找到。任何情况下,在测试方法及细节未完全确定之前,都应谨慎处理。对于包含IC的产品,比较适合的灭菌方式是ETO和CD。尽管高压灭菌、过氧化氢杀菌过程中高温或真空状态会影响内部电池或浮栅存储器单元,但总的来说这两种方法也可以接受。由于过氧化氢气体等离子体灭菌、放射线(伽马射线或电子束)灭菌过程会损坏IC,不推荐使用这两种方法。
超出关键温度限制时
如果当塑料进入注塑过程时所处的环境温度过高,那么焊接IC的焊剂将会融化或液化。高温塑料进入注塑腔后,它们就会推动IC使其脱离基板的焊盘。焊剂会进入注塑材料或造成IC短路,最终使产品报废或不可靠。因此,设置合适的温度非常关键。
任何时候都有可能发生注塑温度超出焊接熔点温度的情况。这种情况下,用户可以考虑使用两步注塑法:首先使用低于门限的温度处理;然后使用高于门限的温度处理塑料。这样,通过合理选择尺寸和时机进行温度回流,第一步所用材料的热惯性会保护IC不被第二步中的过高温度所损坏。
实例
应用笔记47021描述了一个内含采用TO92封装的1-Wire?器件的DB9连接器。应用中,TO92封装的IO和GND引脚连接到DB9连接器中的2个引脚,NC (无连接)引脚被切除。这样的结构使得塑料材质的可选范围最大化,因为没有任何焊接部分。图2给出了注塑之前的DB9连接器,在图中可以清楚的看到TO92封装。

图2. 注塑前的DB9连接器及内置的TO92封装1-Wire器件
结论
注塑是将IC芯片嵌入医疗传感器及消耗品中的常用方法。在选择塑料材质时要特别谨慎,因为塑料材质的熔点温度不能融化连接IC和基板的焊剂;同时所选塑料材质也许并不适合医疗应用场合,因此仅有少数几种灭菌过程能够满足塑料材质和IC的要求。

加入微信
获取电子行业最新资讯
搜索微信公众号:EEPW
或用微信扫描左侧二维码